용접기 설정 완료 후에 용접 조건 설정을 할 수 있으며, 새로운 용접 조건을 만들거나 기존의 용접 조건을 수정/삭제하는 것이 가능합니다. 또한 모든 용접 조건을 리스트 형태로 확인하고, 기존의 용접조건을 복사하여 새로운 조건으로 설정 할 수 있습니다.
용접 조건은 기본 용접 조건과 사용자 생성 용접 조건이 있습니다. 기본 용접 조건을 그대로 활용하거나 기본 용접 조건을 토대로 새로운 용접 조건을 추가할 수 있습니다.
1. 용접 조건 기본 설정
-
기본 용접 조건
-
기본적으로 제공되는 용접 조건으로 해당 조건으로 용접 프로그램을 수행 하거나 다른 이름으로 복제 하여 수정 할 수 있습니다. 삭제는 불가 하며, 아날로그 용접기의 경우, 기본 4개의 조건이 제공 됩니다.
-
-
사용자 생성 용접 조건
-
기본 용접 설정 항목을 이용하여 사용자가 생성하는 용접 조건 입니다. 수정, 복제, 삭제가 가능 합니다.
-
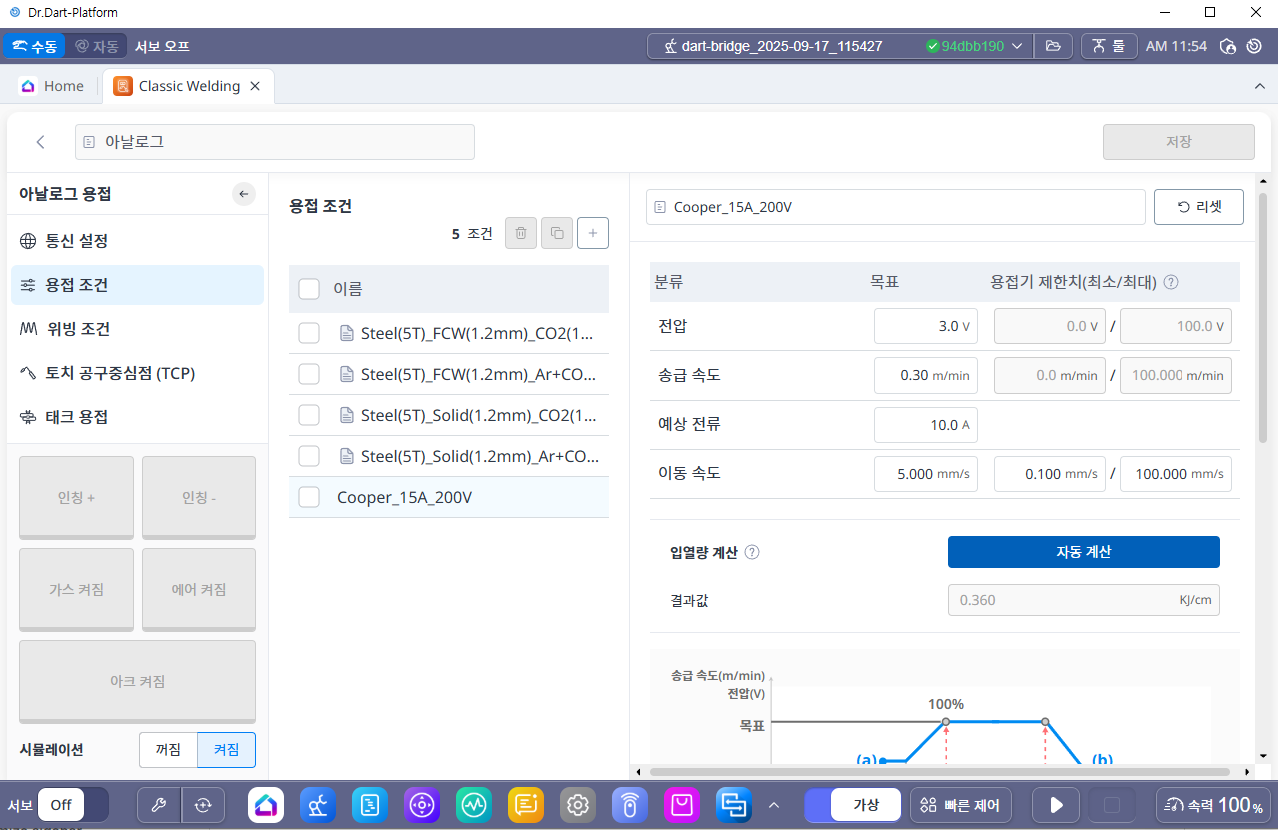
2. 용접 조건 설정 화면
용접 작업을 위한 기본 조건인 목표 전압, 목표 송급 속도, 목표 속도 및 상세 용접 공정 변수를 설정할 수 있습니다. 이미 전 단계에서 용접기를 선택하였으며 이에 따라 목표 조건은 용접기의 최소/최대 출력 값으로 제한됩니다.
-
용접 조건은 전압, 송급 속도, 예상 전류, 이동 속도로 설정할 수 있습니다. MIG/MAG 용접은 정전압 방식 용접기를 사용하므로 목표 전압이 일정하면 용접기의 출력 전압 역시 일정합니다.
-
용접기의 출력 전류는 용접 전압, 모재의 재질을 비롯하여 용접 와이어의 송급 속도, 재질, 종류, 토출길이 등 다양한 조건에 따라 변동 됩니다.
-
용접 중 용접 전류를 모니터링 하기 위해서는 용접기의 전류 모니터링 채널 또는 별도로 장착한 전류 센서를 연결하여 확인하여야 합니다.
-
용접 속도는 모션 속도 입력으로 mm/sec 단위를 사용합니다.

|
번호 |
항목 |
설명 |
|---|---|---|
|
1 |
전압 |
최대/최소 범위 내에서 용접기의 전압 출력 지령을 입력합니다. (V) |
|
2 |
송급 속도 |
최대/최소 범위 내에서 와이어 송급 속도 지령을 입력합니다. (m/min) |
|
3 |
예상 전류 |
설정한 목표 전압 및 송급 속도 지령에서 발생할 것으로 예상되는 전류를 입력합니다. 입력값은 입열량 계산에서만 활용되고 실제 용접 조건에는 반영되지 않습니다. |
|
4 |
이동 속도 |
용접 시 로봇의 이동 속도를 입력합니다. 단위는 mm/sec 입니다. (0.100~100.000mm/sec) |
|
5 |
입열량 계산 |
용접 작업에서 입열량을 관리하는 경우가 있습니다. 자동 계산 (Auto Calculation) 버튼을 눌러 현재 설정된 전압, 예상 전류, 속도 조건으로 예상되는 입열량을 계산하여 나타냅니다. 전압, 전류와 입열량의 관계식은 아래와 같습니다.
|
|
번호 |
항목 |
설명 |
|---|---|---|
|
1 |
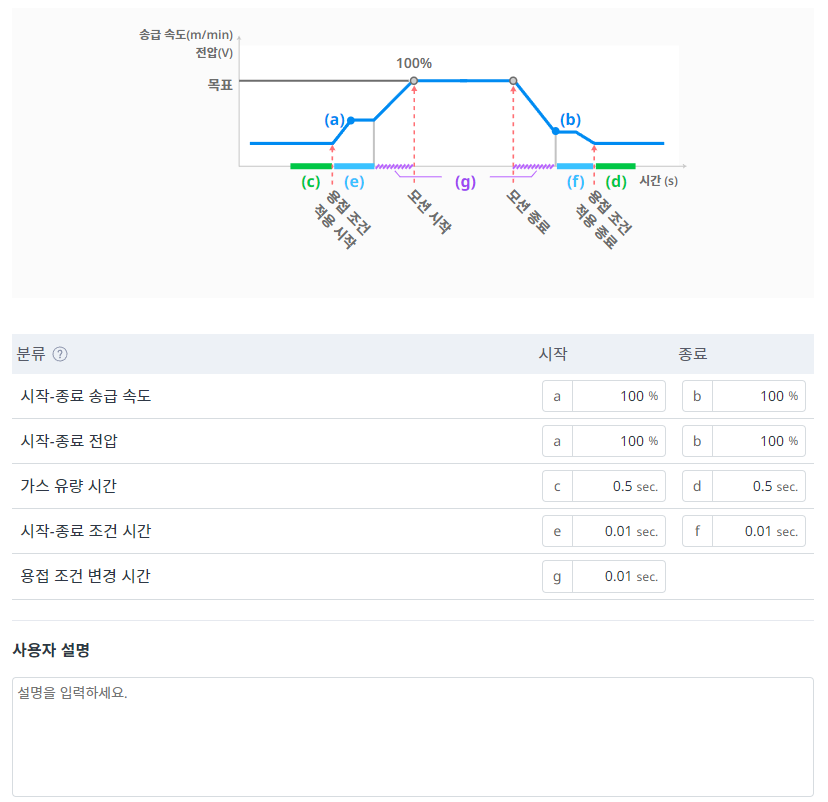
시작-종료 송급 속도값(%) |
목표 송급 속도(100%)값을 기준으로 시작 송급 속도와 종료 송급 속도의 비율을 설정합니다. (0~200%) |
|
2 |
시작-종료 전압(%) |
목표 전압(100%)값을 기준으로 시작 전압과 종료 전압의 비율을 설정합니다. (0~200%) |
|
3 |
가스 유량 시간 |
용접 초기 와이어 송급 전 / 용접 종료 와이어 송급 종료 후 보호 가스의 분출 시간을 설정합니다. (0이상 2.00이하로 입력 가능) |
|
4 |
시작-종료 조건 시간 |
시작 및 종료 조건의 시간을 설정합니다. (0이상 2.00이하로 입력 가능) |
|
5 |
용접 조건 변경 시간 |
용접 조건 지령이 변경되었을 때 현재의 지령에서 다음 지령으로 목표값을 부드럽게 변동 시킬 변경 시간을 입력합니다. (0이상 2.00이하로 입력 가능) |
|
6 |
사용자 설명 |
추가로 필요한 설명을 입력할 수 있습니다. |
3. 용접 공정 기본 순서
-
용접을 시작하여 마칠 때 까지의 각종 신호의 흐름을 정의하는 용접 공정의 기본 순서는 다음 (1) ~ (8) 과 같습니다. 아래의 그래프를 참고 해 주세요.
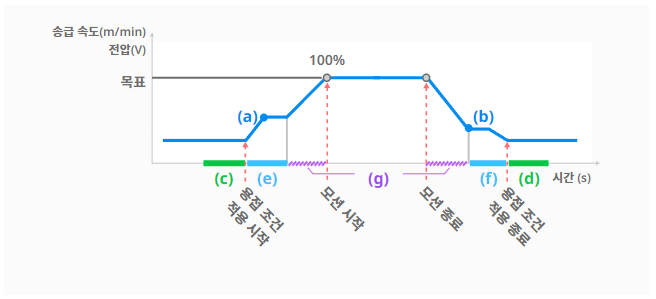
(1) 용접 작업을 위한 모션 명령인가 [용접 시작]
: 용접 공정이 시작됩니다. 용접 작업, 명령 구성 및 실행에 대하여는 ‘용접 프로그래밍(TaskEditor)’ 및 ‘용접 모니터링’을 참고하세요.
(2) 보호 가스 방출 단계 [가스 유량 시간-start 동안, (c)구간에 해당]
: 용접 시 산화를 방지하는 보호 가스를 먼저 방출하는 단계입니다. 가스 유량 시간 을 입력하세요.
(3) 용접초기조건 단계 [시작 종료 조건 시간-start 동안, (e)구간에 해당]
: 보호 가스 방출 단계 후 전압/송급 속도를 인가 하여 용접을 시작합니다. 용접 초기에 용접 초기 조건 단계를 거치지 않고 본 송급 속도/전압을 인가 하는 경우 용접 상태가 불안정하여 아크가 발생하지 않을 수 있습니다. 용접 초기 조건 단계 에서의 목표 송급 속도값과 본 용접 조건의 목표 송급 속도의 비율은 시작 종료 송급 속도값-start 로 결정할 수 있습니다. 목표 전압값와 본 용접 조건의 목표 전압의 비율은 시작 종료 전압-start 로 결정할 수 있습니다.
(4) 본 용접 구간(목표 조건) 전환 단계 [용접 조건 변경 시간 후 목표 조건 도달, (g)구간에 해당]
: 초기 조건 단계 후 목표 조건으로 용접 조건을 조정합니다. 용접조건변경시간 동안 점진적으로 용접 조건이 변경됩니다.
(5) 모션시작 및 본조건유지 단계[용접조건 조정popup을 통한 가능]
: 본용접구간 전환 단계 후 모션이 시작되며 설정한 목표 조건이 유지됩니다. 이 단계에서는 실시간 용접 조건 조정 팝업창을 이용하여 전압/송급 속도/속도의 용접 조건을 변경 시킬 수 있습니다. 실시간 용접 조건 변경 시에도 용접조건변경시간이 적용되어 설정한 시간 동안 점진적으로 용접 조건이 변화합니다.
(6) 모션종료 및 용접종료조건 전환 단계 [용접조건변경시간 후 종료 송급 속도값 도달, (g)구간에 해당]
: 모션이 종료되면 용접조건이 목표조건에서 종료조건으로 용접조건변경시간 동안 점진적으로 변화합니다. 용접종료조건 전환 단계에서의 목표 송급 속도값과 본용접조건의 목표 송급 속도의 비율은 시작-종료 송급 속도값-end 로 결정할 수 있습니다. 목표 전압값와 본용접조건의 목표 전압의 비율은 시작-종료 전압-end 로 결정할 수 있습니다.
(7) 용접종료조건 단계 [시작-종료 조건 시간-end동안, (f)구간에 해당]
: 용접종료조건 전환 단계 후 시작-종료 조건 시간-end 동안 용접조건이 초기화되도록 변화 시킵니다.
(8) 보호가스 방출 단계 [가스 유량 시간-end 동안, (d)구간에 해당]
: 용접종료조건단계 후 목표전압/송급속도는 0이 되며 Arc-On에 해당하는 디지털 출력도 OFF됩니다. 용접 시 산화를 방지하는 보호가스를 마지막까지 방출하는 단계입니다. 가스 유량 시간-end 값을 입력하세요