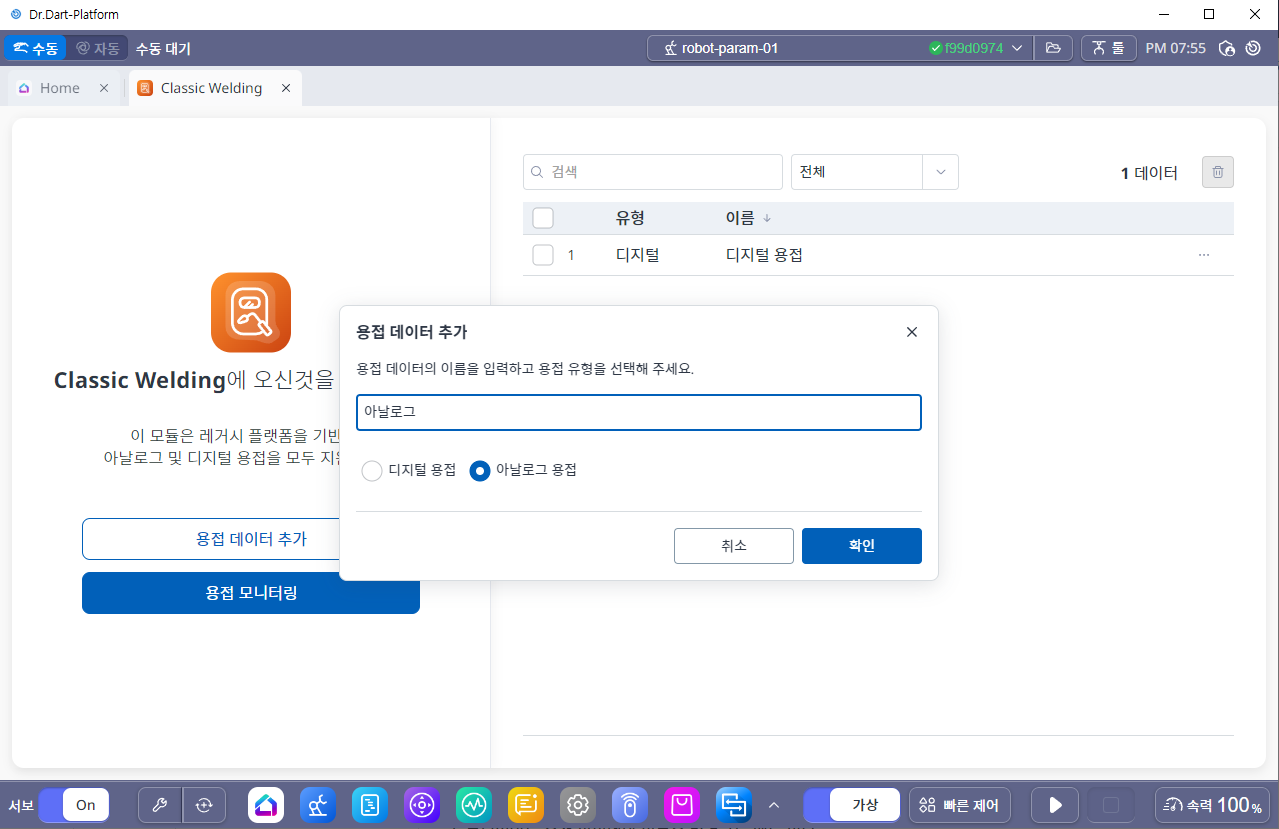
아날로그 용접을 사용하기 위해서는 “용접 데이터 추가” 를 누른 뒤, “아날로그 용접” 을 선택하고 용접기 이름을 작성합니다.
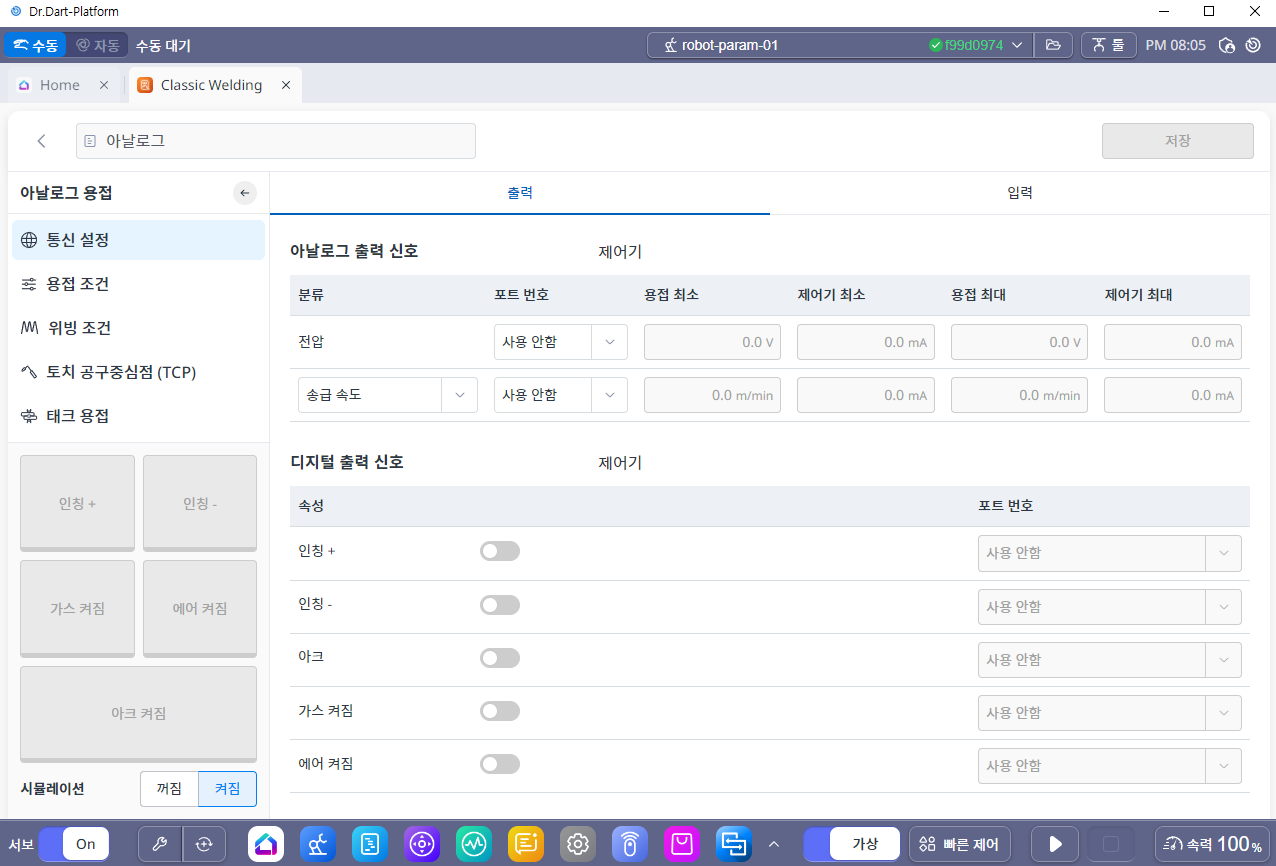
1. 통신 설정
-
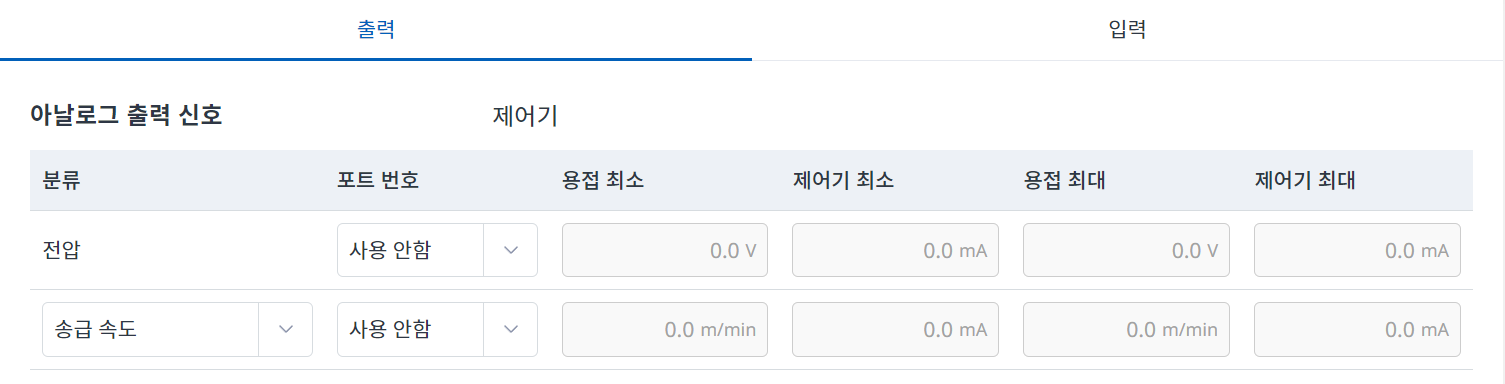
아날로그 출력 신호 (출력)
-
포트 번호: 제어기의 아날로그 출력 채널 및 모드(전류출력 또는 전압출력)를 선택 합니다.
-
용접 최소: 용접기의 최소 출력 값
-
제어기 최소: 용접기의 최소 출력 값에 대응되는 제어기의 아날로그 최솟값
-
용접 최대: 용접기의 최대 출력 값
-
제어기 최대: 용접기의 최대 출력 값에 대응되는 제어기의 아날로그 최대 출력 값
-
-
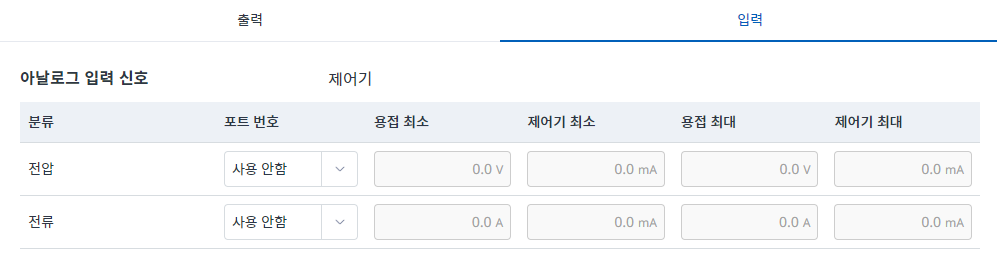
아날로그 출력 신호 (입력)
-
용접 중인 전압/전류측정값을 모니터링하기 위해 아날로그 출력 방식의 용접기 또는 별도의 센서를 연결하여야 합니다. 이에 대응하는 제어기의 아날로그 입력 채널 번호, 입력 모드 및 센서 입력과의 변환 관계를 입력합니다.
-
포트 번호: 제어기의 아날로그 입력 채널 및 모드(전류입력 또는 전압입력)를 선택합니다.
-
용접 최소: 센서의 최소 입력 값
-
제어기 최소: 센서의 최소 입력 값에 대응되는 제어기의 아날로그 최소 입력 값
-
용접 최대: 센서의 최대 입력 값
-
제어기 최대: 센서의 최대 입력 값에 대응 되는 제어기의 아날로그 최대 입력 값
-
-
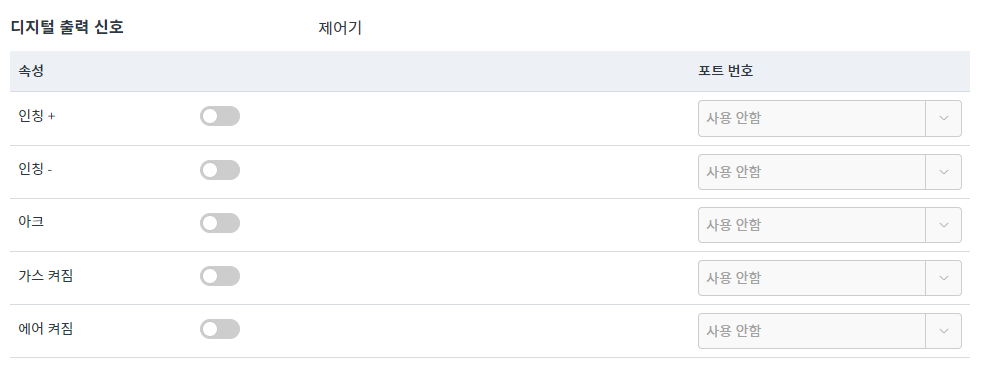
디지털 출력 신호
-
디지털 접점 방식으로 용접기와 연결되는 용접출력신호(ARC), 가스출력신호(GAS), 정방향 와이어 송급신호(Feed(inching)-Forward), 역방향 와이어 송급신호(Feed(inching-Backward))에 해당하는 디지털출력(Digital output), 에어 켜짐 채널을 설정합니다. 용접출력신호는 용접기의 해당 기능 지원 여부에 따라서 선택적으로 입력합니다.
-
-
디지털 입력 신호
-
아래의 그림에서 아크 발생, 가스 오프, 와이어 스틱, 기게 오류 기능 중 사용하고자 하는 기능을 선택 후 디지털 입력 포트와 극성 설정을 합니다.
-
공통적으로 해당 신호들이 비활성화 되는 상황, 아크 발생의 타임 아웃 시간이 경과할 경우 작업자 개입 기능 팝업이 발생하여 직접 교시, Move along the path 기능을 사용해 로봇을 이동 시켜 문제를 해결한 후 작업을 재개할 수 있습니다.
-

작업자 개입 기능 중 용접 기능 재개는 아날로그 용접에서만 사용 가능 합니다.