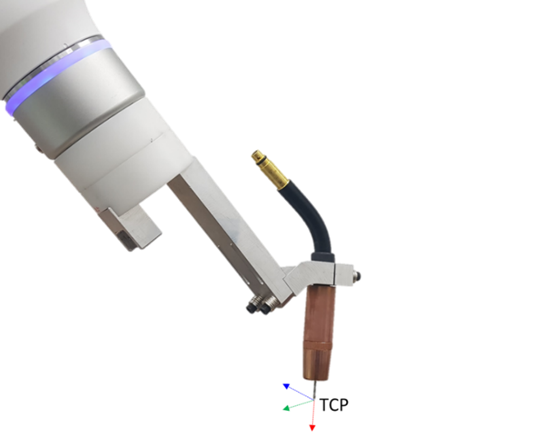
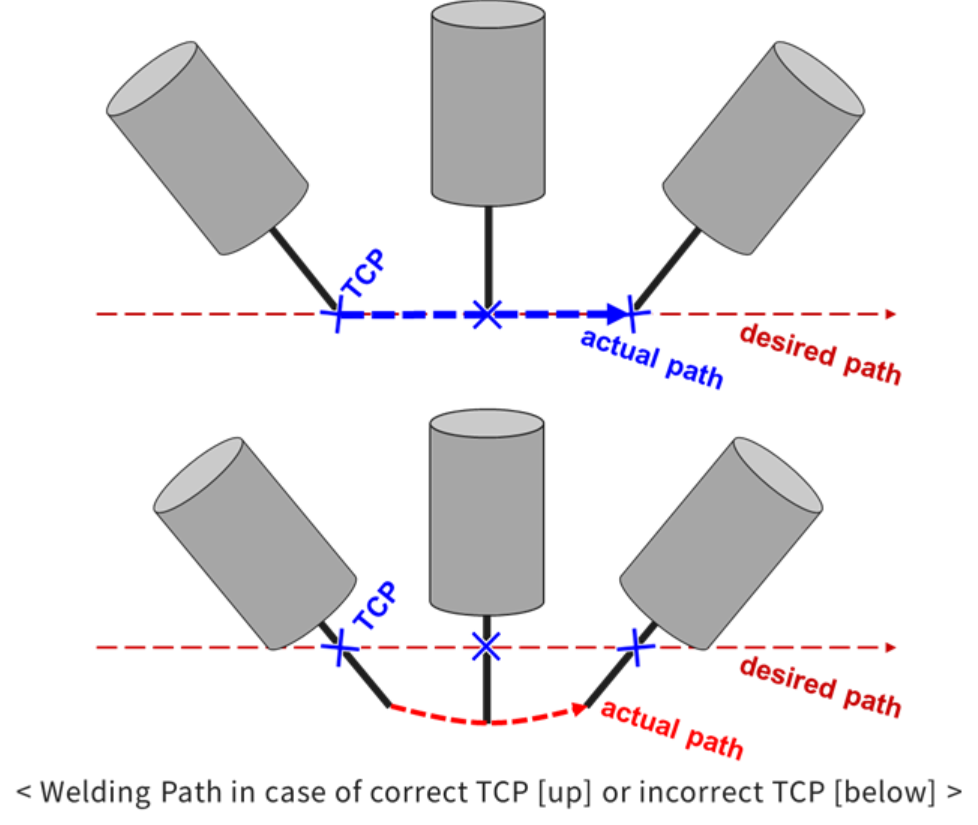
용접 토치의 와이어 끝단을 중심으로 선작업을 하는 용접작업에서 용접 토치의 TCP 정보를 올바르게 입력하는 것은 매우 중요합니다. 용접작업 시 TCP위치는 용접토치로부터 토출된 와이어의 길이(Stick-out)까지 고려하여 입력하여야 합니다. 아래 그림을 참조하세요.
주의
용접 토치 정보를 설정한 후에 Robot Parameters 모듈 내 “공구중심점(TCP)” 메뉴에서 설정한 토치 TCP가 적용 되어야 최종적으로 로봇의 위치에 반영되며 용접토치 설정만으로 자동 반영되지 않습니다. 추정한 용접토치 TCP는 자동 반영되지 않으므로, 용접작업 교시하는 경우에 교시 전에 설정한 용접토치를 선택하여 반영하여야 합니다.
1. TCP 추정 기능
토치를 재설치하거나 와이어 토출량(stick-out)이 변경된 경우에도 설정해 둔 TCP값과 실제의 와이어 끝단의 위치 간에 오차가 발생하지 않도록 TCP관리 Jig등을 이용하여 기구적으로 TCP를 일정하게 관리하는 것이 좋습니다. 다만, 변경된 토치 및 와이어 토출량에 따른 TCP를 정확히 알기 어려운 경우 TCP 추정 기능을 활용하여 손쉽게 대응할 수 있습니다. TCP의 위치와 각도를 추정해주며 때에 따라서 선택적으로 추정 기능을 활용할 수 있습니다.
2. TCP 위치 추정 기능
와이어토출량을 일정하게 유지하며 고정된 한 점을 중심으로 서로 다른 네 자세를 취한 후 Pose1~Pose4에 각각 기록합니다. 이 때 주변에 고정된 탐침을 준비하여 고정점으로 활용하는 것이 좋습니다. 마지막으로 TCP 계산(TCP Calculation) 버튼을 누르면, 추정된 TCP의 위치가 Position-X/Y/Z/A/B/C 항목에 나타나게 됩니다. “스틱 아웃” 항목을 통해 추정한 TCP 위치로부터 TCP 좌표계 기준 Z축 방향으로 길이 조정을 할 수 있습니다. 조정분을 반영하기 위해서는 TCP 계산(TCP Calculation) 버튼을 누르면 재 산정된 TCP의 위치가 Position-X/Y/Z/A/B/C 항목에 나타나게 됩니다. TCP의 각도 추정 기능을 활용하지 않는다면 TCP의 각도(A, B, C) 값은 추가로 입력하여야 합니다.
3. TCP 방향 추정 기능
TCP 위치 추정 과정을 완료한 후 “방향 계산 사용” 항목을 활성화합니다. 노즐을 제거한 후 와이어 토출량을 일정하게 유지하며 고정된 한 점을 중심으로 서로 다른 네 자세를 취한 후 Pose1~Pose4에 각각 기록합니다. 이 때 주변에 고정된 탐침을 준비하여 고정점으로 활용하는 것이 좋습니다. 마지막으로 TCP 계산(TCP Calculation) 버튼을 누르면, 추정된 TCP의 위치 및 방향이 Position-X/Y/Z/A/B/C 항목에 나타나게 됩니다.
4. 토치 설정 화면
|
번호 |
항목 |
설명 |
|---|---|---|
|
1 |
TCP 이름 |
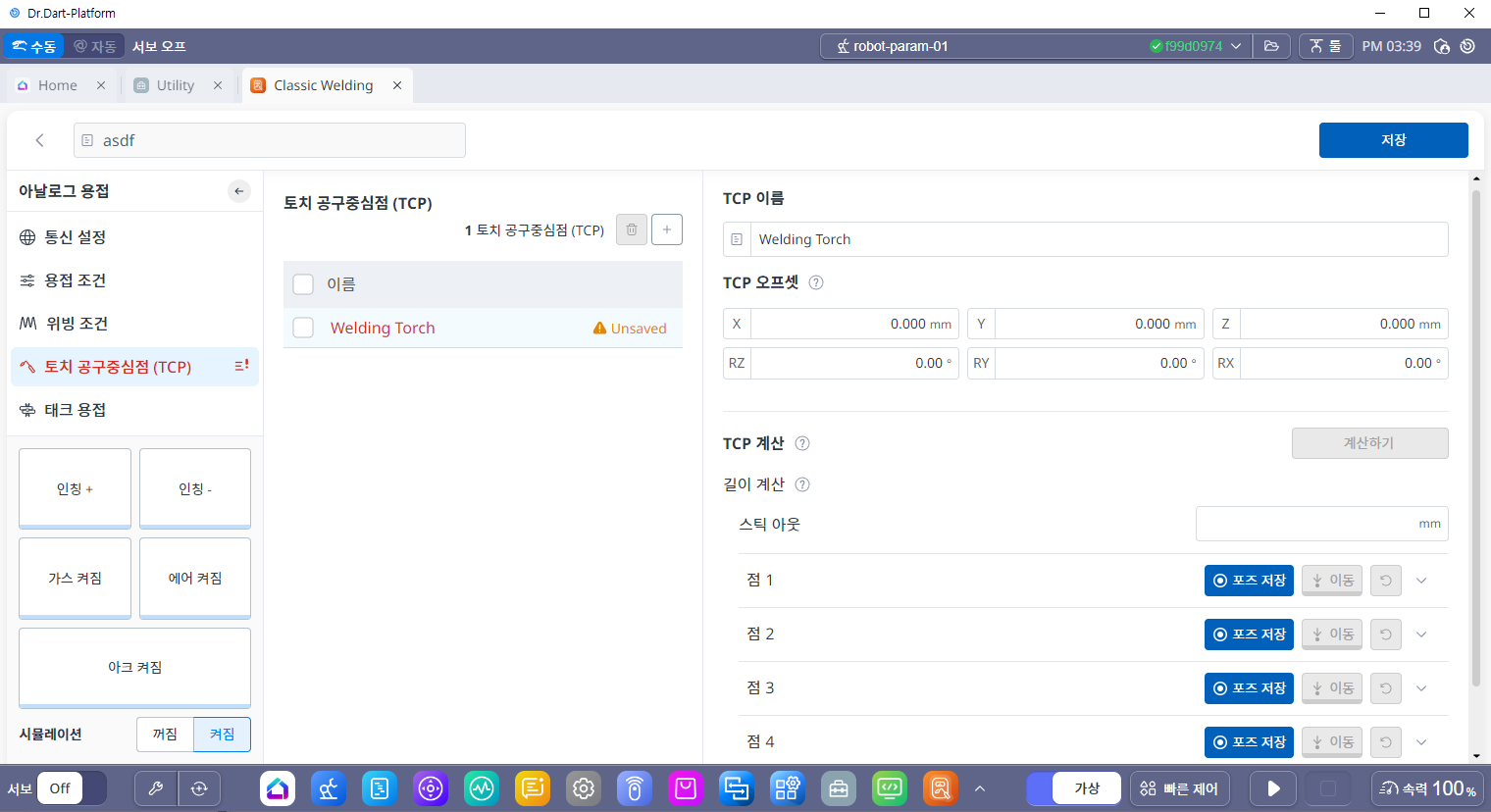
실제 Robot 에 적용되는 TCP 이름 입니다. Torch 이름과 다를 수 있으며 등록 여부는 Robot Parameters 모듈 → 공구 중심점(TCP) 란에서 확인 가능 합니다. TCP 등록 시, 상기 화면과 같이 “Unsaved” 로 등록 되어있으면 TCP 가 미 등록 된 상태 입니다. 사용을 위해서는 반드시 “저장” 버튼을 통해 TCP 를 등록 하여야 합니다. |
|
2 |
TCP 오프셋 |
로봇과 연결되는 토치에 대한 TCP 좌표 입니다. TCP 자동 계산 시 결과값이 나타나는 곳이기도 합니다. |
|
3 |
TCP 계산 |
스틱 아웃, TCP위치 계산 4-교시점 및 방향 계산 옵션 선택 시 추가 4-교시점을 입력한 후 버튼을 누르면 TCP의 위치 및 방향(옵션 선택 시)을 추정하여 결과를 표시합니다 |
|
4 |
스틱 아웃 |
토출 된 와이어의 길이 입력 |
|
5 |
방향 계산 사용 |
옵션을 선택한 후 추가적인 4개의 교시점을 입력하여 TCP의 방향을 자동 연산 할 수 있습니다. |