
Conveyor Tracking 프로그래밍하기
Conveyor Tracking 명령어를 Programming에 삽입하면 Conveyor Tracking 라인과 End Conveyor Tracking 라인이 만들어집니다. 이 사이에서 로봇은 Conveyor Tracking 모션을 수행하게 됩니다. Wait 명령어만 넣어서 Tracking만 잘 하는지 확인해볼 수도 있고, 다양한 Task Motion 명령어를 삽입해서 원하는 작업을 완성할 수 있습니다.
Conveyor Tracking 라인에서는 로봇이 컨베이어 속도를 트랙킹하기 위해 가속을 시작합니다. 기본 가속 시간은 0.3초간이고, 세부 조정하고 싶은 경우 Custom Code에서 tracking_conveyor라는 drl 명령어를 사용해야 합니다. 택타임 단축을 위해서 가속을 시작함과 동시에 다음 라인으로 넘어가기 때문에 Task Motion을 만나면 가속 모션과 Task Motion이 중첩됩니다. 가속 구간에서는 Task Motion에 오차가 있을 수 있지만, 가속이 끝나면 트랙킹이 정확하게 수행됩니다.
End Conveyor Tracking 라인은 로봇이 컨베이어 트랙킹을 멈추기 위해 감속을 시작합니다. 기본 감속 시간은 0.3초간이고, 세부 조정하고 싶은 경우 Custom Code에서 untracking_conveyor라는 drl 명령어를 사용해야 합니다. 택타임 단축을 위해서 감속을 시작합과 동시에 다음 라인으로 넘어가기 때문에 Task Motion을 만나면 감속과 Task Motion을 동시에 수행합니다. 단, 감속 시 Joint Motion은 수행될 수 없기 때문에 End Conveyor Tracking 직후 Joint Motion이 필요한 경우에는 0.3초 Wait을 수행하거나 Task Motion 0.3초 이상 수행한 이후 Joint Motion을 수행해야 합니다.
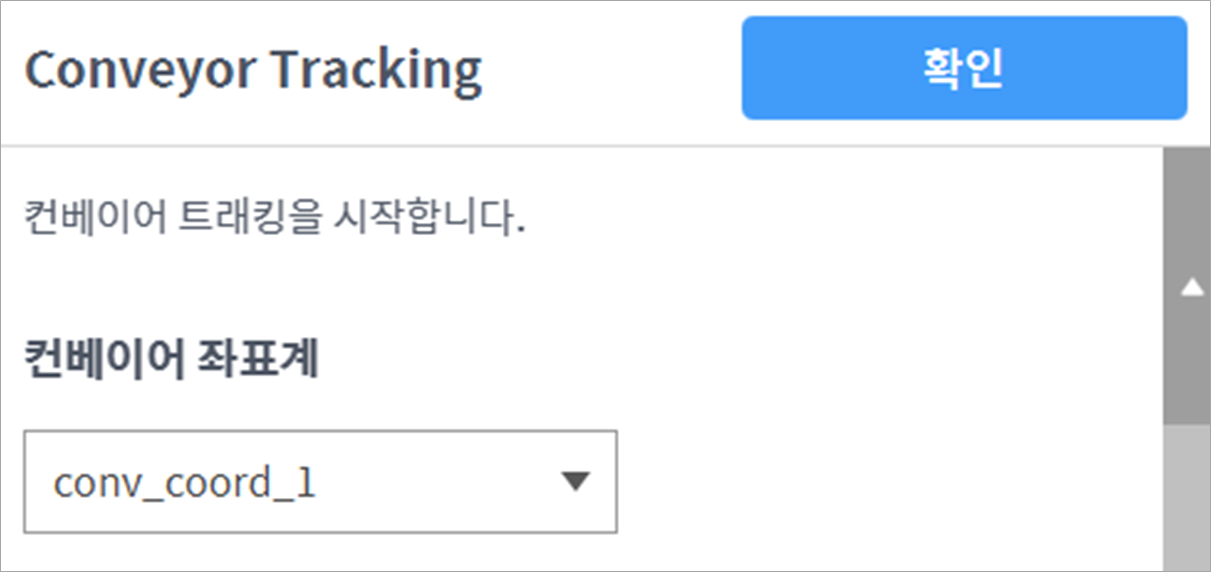
컨베이어 좌표계는 Conveyor Tracking을 수행할 작업물 좌표계입니다. Conveyor Coordinates 명령어에서 설정한 좌표계들이 List로 나타납니다.
그리고, Task Motion을 사용하기 위한 티칭점을 얻을 수도 있습니다. Conveyor Tracking의 티칭점은 작업물 좌표계 중심으로 입력해야 하기 때문에 정확한 티칭점을 얻기 위해서는 Cad 정보를 활용하여 직접 입력하거나 다음 절차를 거쳐서 티칭점을 얻어야 합니다. 설계치만으로 좌표계를 얻을 수 있는 경우에는 이 과정을 생략해도 됩니다.
- 시작 버튼을 누른 상태에서 작업물을 실제 작업과 동일하게 흘려줍니다.
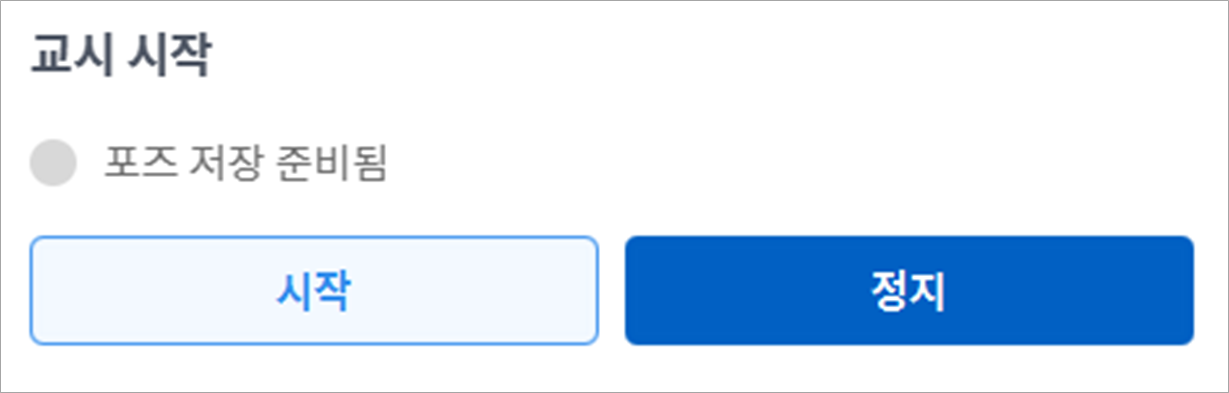
- 작업물이 작업물 감시구간으로 진입할 때 Get Pose Ready 에 초록불이 들어오는데 초록불이 들어온 이후 로봇이 티칭하기 좋은 위치에서 Conveyor를 정지합니다. 만약에 초록불이 들어오지 않으면 Stop을 누른 후에 다시 시작합니다.
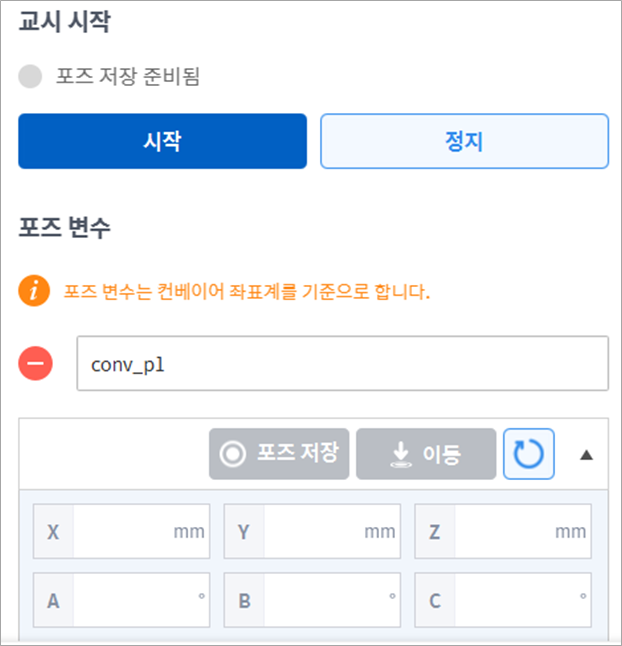
- 정지된 상태에서 작업물 기준으로 로봇을 티칭한 뒤에 포즈 저장을 눌러서 필요한 수만큼 티칭점을 획득합니다. (최대 20개)
티칭점은 입력한 포즈 변수 이름을 참조하여 Conveyor Tracking 명령어 사이에 있는 Task 모션에서 불러올 수 있습니다.
티칭점은 작업물 좌표계 기준 이외에도 Base 또는 World 좌표계의 티칭점을 허용하며 이 때는 해당 Task Motion Property 창에서 해당 좌표계 기준으로 티칭점을 획득해야 합니다.