
로봇용접
앞에서 숙련된 용접사는 원하는 용접결과물을 얻기 위해 (1)용접조건 (전압/ 용가제 공급속도/ 전류) 및 (2)토치의 움직임을 조정한다고 언급했습니다. 용접사가 수행하는 용접작업을 로봇으로 대체하는 것을 로봇용접이라고 할 수 있습니다. 로봇용접에서는 용접사가 별도의 조정장치를 이용해 조절하던 용접조건을 (1)로봇의 티칭펜던트 화면을 통해 조절할 수 있고 용접사의 손으로 움직이던 토치를 (2)로봇팔의 끝에 달고 용접작업에 특화된 모션 및 교시(티칭)기능을 이용하여 작업경로를 저장하고 움직일 수 있도록 합니다.
로봇용접에서는 토치의 움직임을 생성하는 로봇과 토치에서의 아크를 생성하는 용접기 간에 연동이 매우 중요하며 상호간 연동 신호를 주고받아야 합니다. 특히 용접 중에 발생할 수 있는 이상상황 정보 (보호가스 압력부족, 용가제(와이어)의 소진, 로봇의 충돌, 용접기의 이상 등) 정보를 로봇제어기와 용접기가 상호 확인하여 위험을 방지하여야 합니다. 이를 비롯하여 로봇용접을 위해 로봇시스템에 필요한 기능을 정리하면 다음과 같습니다.
용접기 인터페이스 연결 및 설정
- 접점방식 : Analog-I/O, Digital-I/O 채널 또는 동일방식의 외부 인터페이스장치 연결
- 통신방식 : EtherNet기반/CAN통신/serial통신 연결 또는 동일방식 외부 인터페이스장치 연결
- 인터페이스 설정 및 연동시그널 설정
용접공정 연동기능
용접공법은 사용자가 토치의 스위치를 눌러 용접을 시작할 때부터 스위치를 떼고 보호가스 분출이 멈춰 용접이 종료될 때까지 작은 단위의 절차를 가지고 있으며 이를 용접공정(welding process)라 합니다.
수동 용접작업 시 용접공정의 예를 들자면, (1) 토치스위치-On(용접공정시작) → (2) 보호가스-On(지정된 시간동안) → 전압인가/저속피딩(지정된 시간동안) → 아크발생 → 시작전압/피딩속도 조건유지(지정된 시간동안) → 본전압/피딩속도 유지 & (3) 작업자에 의한 토치이동 → (4) 토치스위치-Off 및 토치위치유지 → (5) 종료전압/피딩속도로 조정(지정된 시간동안) → 전압/피딩종료 & 보호가스유지(지정된 시간동안) → 보호가스종료(용접공정종료) → (6) 토치위치유지해제 와 같이 사용자의 토치스위치-On/Off 동작 전/후로 용접기는 용접을 위한 가스, 전압, 와이어토출량 제어를 순차적으로 진행합니다. 로봇을 통한 용접공정 연동을 위해서는 위의 용접공정 중 작업자가 수행하는 (1)(3)(4)(6) 공정이 다음과 같이 로봇공정으로 대체되면 됩니다. (1)용접작업 시그널-High 전송 (3)전류흐름 시그널 획득 후 용접모션시작 (4)용접모션이 종료되면 용접작업 시그널-Low 전송 (6)용접공정종료 시그널 획득 후 연동종료
위의 예시에서 로봇용접 시에도 상세공정의 설정은 해당공정의 전문가가 설정하여야 합니다. 또한 용접 중 이상상황이 발생되어 정해진 작업 중간에 멈추는 경우에도 상기 용접공정의 절차를 따라 종료되어야 용접결과물에 결함을 최소화할 수 있습니다.
용접조건 설정 / 부속기기 조정
용접기는 다양한 용접환경에서 원하는 용접품질을 만들어낼 수 있도록 많은 조정변수들을 제공하며 설정을 위한 별도의 사용자입력장치(UI)를 제공합니다. 로봇용접에서는 용접기의 UI를 통해 조정가능한 용접조건을 로봇제어기 UI에 통합하여 설정하고, 용접기의 부속기기인 와이어 피더, 가스밸브 등을 직접 제어할 수 있도록 지원하여 소모품교체 및 예방/정비를 로봇제어기 UI를 통해 가능하도록 지원합니다. 다만, 메이커별 용접기의 특징이 서로 달라 일반적으로 특정메이커의 용접기로 제한하여 지원하고 있습니다.
용접상태 모니터링
용접 중 작업자가 용접품질과 관련한 정보를 확인할 수 있도록 합니다. 용접전류, 전압, 와이어피딩속도, 가스정상토출여부 등이 용접상태 정보에 해당하며 이외의 용접기에서 발생하는 용접기 이상여부 및 상세에러코드 등을 보여줍니다.
상기의 기능이 용접기와의 연동을 위한 기능이라면, 아래는 용접작업을 위해 필요한 로봇의 모션기능입니다.
자세유지 모션
용접작업에서 일정한 용접결과물을 얻기 위해 토치의 각도를 용접경로에 대해 일정하게 유지하는 것이 필요합니다. 사용자가 경로점을 티칭할 때에 자세를 유지하며 수행할 수 있지만 복잡한 형상 또는 원호경로 상의 경로점을 티칭하게 된다면 토치의 각도를 경로에 대해 일정하게 유지하기는 쉽지 않습니다. 자세유지 기능을 사용하면 경로에 상대적으로 일정한 용접각(토치각)으로 용접이 가능합니다.
위빙모션
용접 중 용접진행방향에 폭방향(lateral)으로 반복적으로 흔들어주는 모션을 위빙모션이라 합니다. 위빙모션을 이용하면 용접 시 접합선 주변부를 넓게 용융시켜 넓은 용접비드를 얻을 수 있으며 접합부에 갭이 발생한 경우에도 많이 사용합니다. 로봇은 다양한 종류의 위빙궤적 및 이를 조정하기 위한 옵션을 제공합니다.
경로옵셋(offset) / 다층용접(multi-pass welding)
부재의 두께가 두꺼운 경우 한 번의 용접으로 충분히 접합되지 않습니다. 이러한 경우 중심경로에서 옵셋을 달리 주며 여러번 용접함으로 부재의 접합강도를 만족시킵니다. 이를 위해서 동일한 티칭경로에 대해 옵셋을 달리하며 모션할 수 있는 기능을 제공합니다. 다층용접을 위한 전용 기능을 제공하기도 합니다.
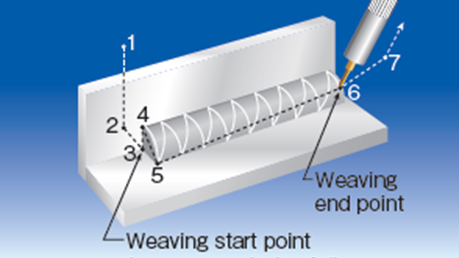
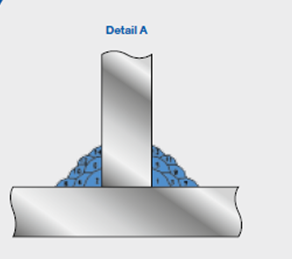
| 위빙모션의 예 | 옵셋을 이용한 다층용접의 단면 |
경로보정 (Seam tracking)
용접 대상 부재가 기존의 교시위치와 다르게 놓이는 경우 교시점을 자동조정하거나 부재의 변형에 의해 작업할 용접선(경로)에 오차가 있는 경우 용접 진행 중 용접경로를 대상물에 맞춰 보정하는 기능이 필요하다. 교시점의 보정을 위해서 용접와이어로 부재의 위치를 인식하는 터치센서(touch sensor)를 주로 사용하고, 경로의 보정을 위해서 라인레이저를 활용한 레이저비전센서를 이용하거나 용접 시 발생하는 전류를 측정하는 아크센서 기능을 이용하여 경로오차를 획득하고, 획득된 오차를 용접경로에 반영하여 보정하는 전문기능을 지원하기도 합니다.