
Flangia I/O
Il coperchio della flangia terminale del robot è provvisto di un connettore a 8 pin M8 spec, fare riferimento alla figura seguente per l'ubicazione e la forma.
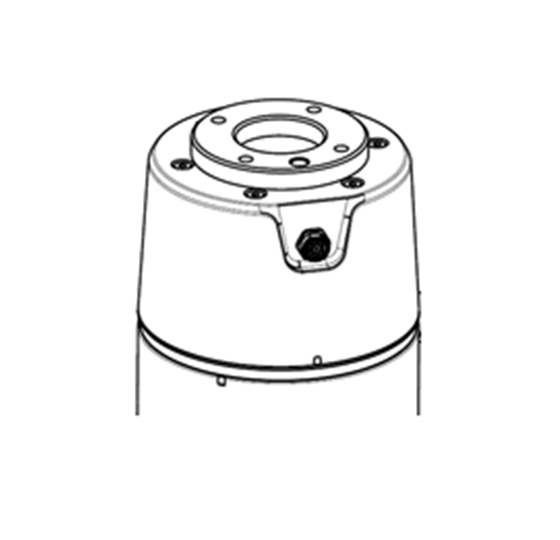
Il connettore fornisce l'alimentazione elettrica e i segnali di comando necessari all'azionamento della pinza o dei sensori integrati in particolari utensili del robot. Questi sono esempi di cavi industriali (è consentito l'impiego di cavi equivalenti):
- Phoenix contact 1404178 (Diritto)
- Phoenix contact 1404182 (Ad angolo retto)
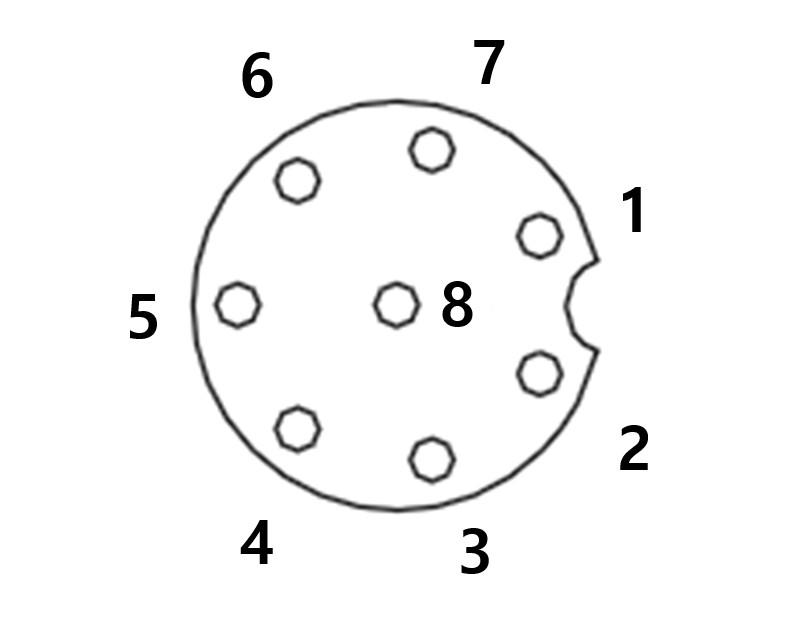
La piedinatura di ciascun connettore è la seguente:
Schema
Le funzioni I/O fornite tramite il connettore X1 si differenziano l'una dall'altra; fare riferimento alla tabella seguente per le impostazioni I/O di dettaglio.
Impostazione X1 (I/O digitale, RS 485)
No | Signal type | Description |
1 | Digital Input 1 | PNP (tipo di origine, predefinito) |
2 | Digital Output 1 | impostato su PNP (tipo sorgente, predefinito) o NPN (tipo sink) |
3 | Digital Output 2 | impostato su PNP (tipo sorgente, predefinito) o NPN (tipo sink) |
4 | RS485 A | Velocità di trasmissione massima di 1M |
5 | Power | +24V |
6 | RS485 B | Velocità di trasmissione massima di 1M |
7 | Digital Input 2 | PNP (tipo di origine, predefinito) |
8 | GND |
Avvertimento
- Configurare utensili e pinze dopo aver verificato la configurazione I/O in base alla data di produzione (data si fabbricazione su targhetta robot).
- Reperibile su Doosan Robotlab. (https://robotlab.doosanrobotics.com)
- L’attivazione degli utensili del robot senza tener conto della configurazione I/O può causare il danneggiamento permanente del prodotto.
L'alimentazione interna della I/O flangia è impostata su 24 V; fare riferimento alla tabella seguente per le specifiche dettagliate dell'alimentazione durante il collegamento I/O.
Parametro | Min | Tipo | Max | Unità |
Tensione di alimentazione | - | 24 | - | V |
Corrente di alimentazione | - | 2 | 3 | A |
Uscita digitale | - | 2 | - | EA |
Ingresso digitale | - | 2 | - | EA |
L'impostazione è stata addebitata come segue dall'11 aprile 2024
Impostazione X1
No | Signal type | Description |
|---|---|---|
1 | Digital Input 1 | PNP (tipo di origine, predefinito) |
2 | Digital Output 1 | impostato su PNP (tipo sorgente, predefinito) o NPN (tipo sink) |
3 | Digital Output 2 | impostato su PNP (tipo sorgente, predefinito) o NPN (tipo sink) |
4 | Analog Input 1 / RS-485 + | impostato su Tensione (0-10 V) o Corrente (4-20 mA, impostazione predefinita) / Velocità di trasmissione massima di 1M |
5 | Power | Impostare l'alimentazione interna su +24 V (predefinito), +12 V o 0 V |
6 | Analog Input 2 / RS-485 - | impostato su Tensione (0-10 V) o Corrente (4-20 mA, impostazione predefinita) / Velocità di trasmissione massima di 1M |
7 | Digital Input 2 | PNP (tipo di origine, predefinito) |
8 | GND |
Impostare l'alimentazione interna su 24 V, 12 V o 0 V.
Le specifiche elettriche sono riportate di seguito:
| Parameter | Min | Tipo | Max | Unit |
|---|---|---|---|---|
| Supply voltage (12V mode) | 11.4 | 12 | 12.6 | V |
| Supply voltage (24V mode) | 22.8 | 24 | 25.2 | V |
| Supply current | - | - | 1.5 | A |
Avvertimento
- Configurare l'utensile e la pinza in modo che non rappresentino un pericolo in caso di interruzione dell'alimentazione.
(es., caduta del workpiece dall'utensile)
- Il terminale N. 5 di ciascun connettore ha sempre un'uscita a 24 V quando il robot è alimentato, quindi assicurarsi di aver interrotto l'alimentazione al robot quando si procede alla configurazione dell'utensile e della pinza.