
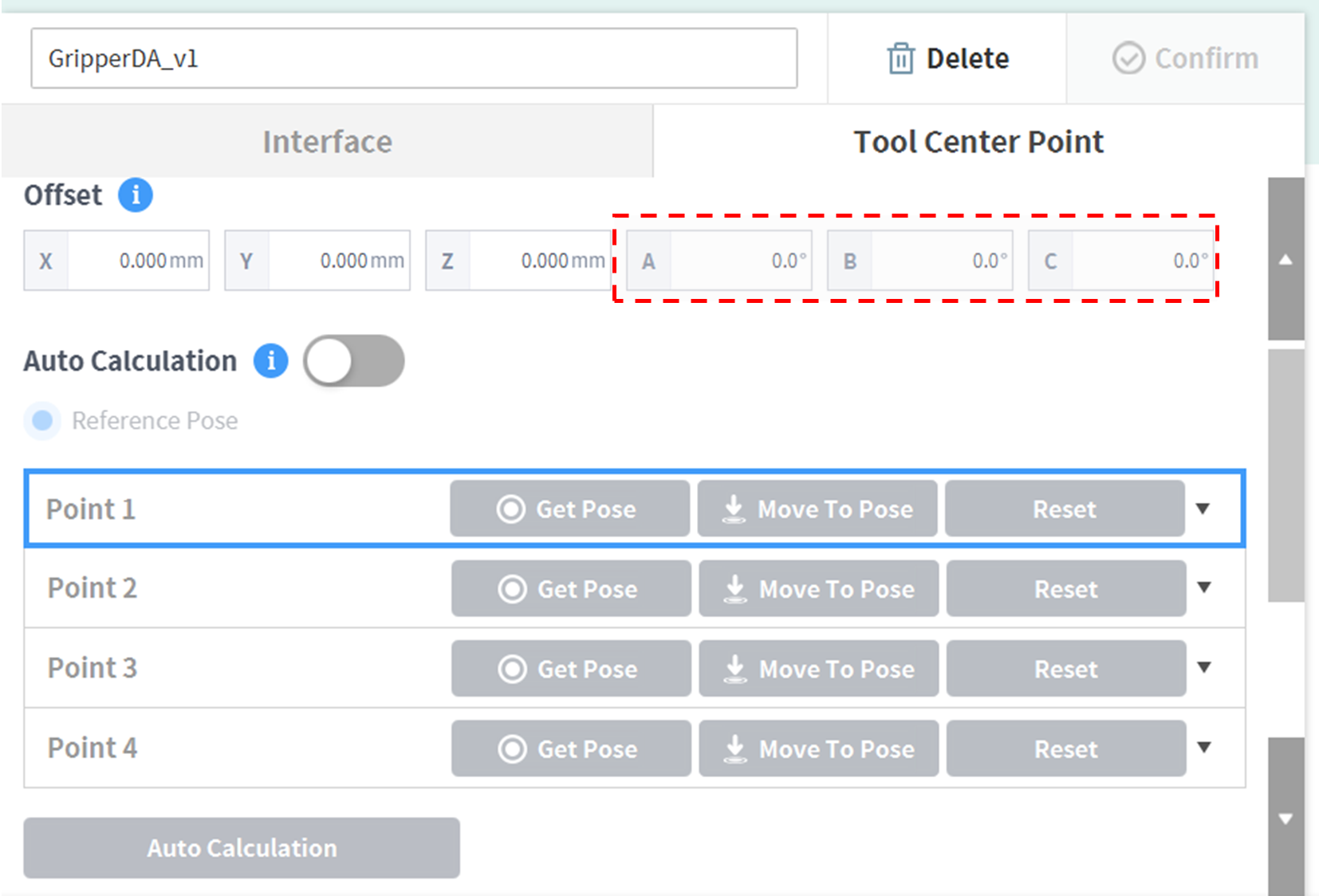
Werkzeugreferenzpunkt Einstellen
Die Definitionen der Koordinatenachse (ausgedrückt mit „x, y, z“) und der Koordinatenachse (ausgedrückt mit „X, Y, Z“) lauten wie folgt:
- Koordinatenachse der Flanschkoordinate (x, y, z): Die am Flanschende definierte Koordinatenachsenrichtung ist identisch mit der Roboterkoordinate mit einem Robotergelenkwinkel von (0,0,0,0,0,0).
- Koordinatenachse der Werkzeugreferenzpunktkoordinate (X,Y,Z): Die Koordinatenachse wird am Ende des Werkzeugs definiert, das am Flanschende oder am Arbeitspunkt installiert ist. Der Rotationswinkel der Werkzeugreferenzpunktkoordinate wird basierend auf der Flanschkoordinate der folgenden Reihenfolge von 1) bis 3) definiert:
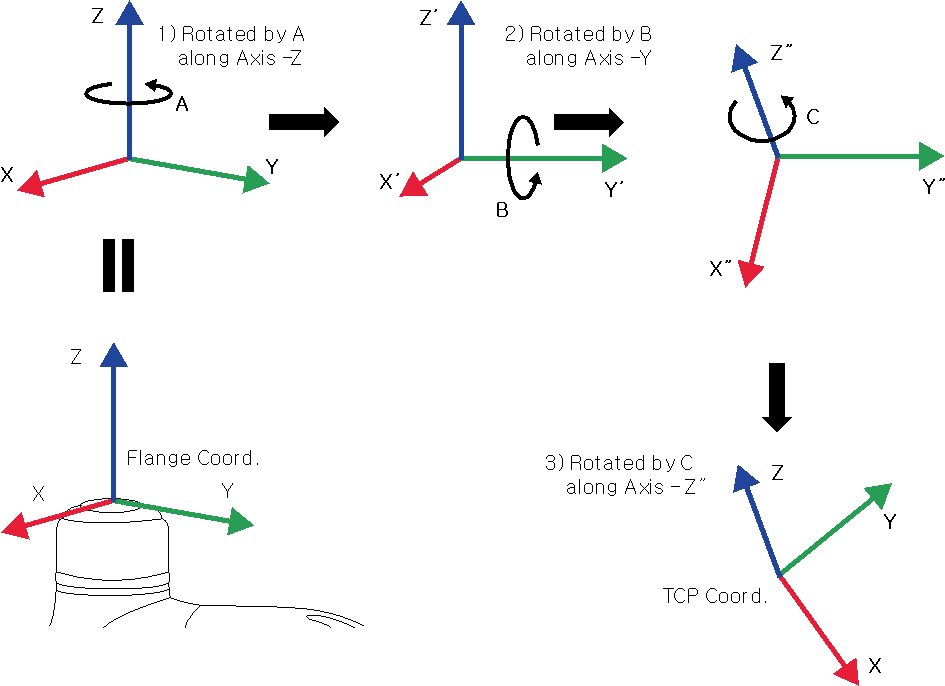
1) Drehung um A Grad entlang der z-Achse der Flanschkoordinate
2) Drehung um B Grad um die y’-Achse der gemäß 1) gedrehten Koordinate
3) Drehung um C Grad um die z’’-Achse der gemäß 2) gedrehten Koordinate
Nachstehend sind einige Beispiele für die Konfiguration des Werkzeugreferenzpunkts mit der oben beschriebenen Methode aufgeführt:
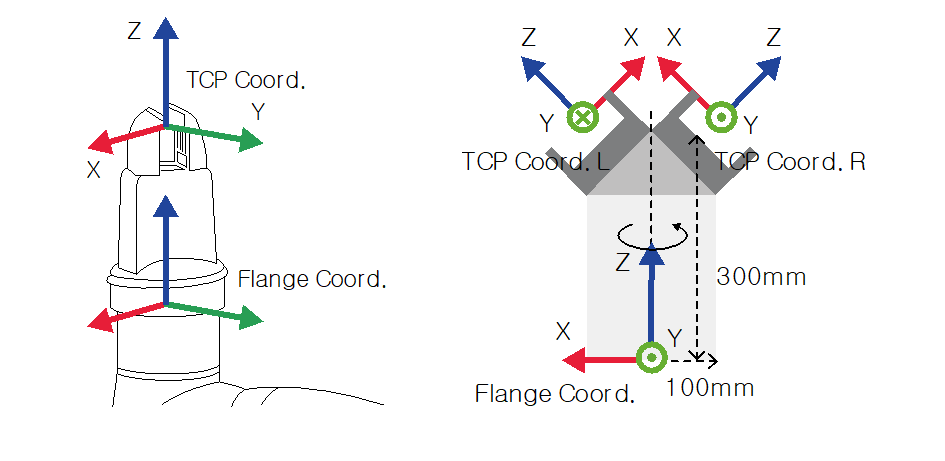
- [X, Y, Z, A, B, C] = [0, 0, 100, 0, 0, 0]: Allgemeiner Greifer mit Versatz in Z-Richtung (TCP-Koord.)
- [X, Y, Z, A, B, C] = [100, 0, 300, 180,-45, 0]: Linker Greifer mit 45-Grad-Winkel (TCP-Koord. L)
- [X, Y, Z, A, B, C] = [-100, 0, 300, 0,-45, 0]: Rechter Greifer mit 45-Grad-Winkel (TCP-Koord. R)